



滚珠丝杠和直线导轨的选型步骤以及安装方式
滚珠丝杠和直线导轨的选型步骤以及安装方式
- 2020/8/27 15:28:40
在工具机械和精密机械中,滚珠丝杆是最为常用的一种传动元件,一般是由螺杆、螺母、钢球、预压片、反向器以及防尘器组成,它的主要功能作用是将旋转运动转换成线性运动,或将扭矩转换成轴向反复作用力,同时兼具高精度、可逆性和高效率的特点。直线导轨运动的作用是用来支撑和引导运动部件,按给定的方向做往复直线运动。
一、滚珠丝杠的选型步骤:
1、以负载确定直径。电机性能参数中有输出扭矩,如果还带减速器也要算进去(考虑效率),计算一下实际工况中需要多大推力,滚珠丝杠样本(跟厂家要)有负载参数(即推力参数,一般标示为动负荷和静负荷,看前者即可),选择滚珠丝杠的公称直径。
2、以马达的直线速度和旋转速度确定滚珠丝杠导程。电机确定了就知道输出转速,考虑一下你需要的最大直线速度,把电机转速(如果带减速器再除以减速比)乘以丝杠导程的值就是直线速度,该值大于需要值即可。
3、以实际需要确定确定滚珠丝杠长度(总长=工作行程+螺母长度+安全余量+安装长度+连接长度+余量。如果增加了防护,比如护套,需要把护套的伸缩比值(一般是1:8,即护套的最大伸长量除以8)考虑进去。
4、以实际需要确定滚珠丝杠精度。一般机械选C7即可,数控机床类选C5的比较多(对应国内标准一般是P5~P4和P4~P3级,具体参看样本)。
5、以安装条件和尺寸结构等确定滚珠丝杠螺母形式(螺母有很多结构,不同的螺母结构尺寸略有不同,视情况选择,建议不要选太特殊的,万一出点毛病维修换件无门)。
6、询问所选产品厂家的价格、付款条件和交货时间。这一点设计人员不要以为就是采购的事,事实上很多厂家(进口国产一个样)的产品样本上有的型号它根本就不生产或者不接小额订单,印上去大概是为了显示我是大厂,无所不能造。别等你选完了出完图了其他件按这个型号开始做配件了去购买的时候人家告诉你这个型号交货期需要3、4个月就完蛋了。
7、选择确定安装方式(端部)。这个安装件可以自己设计,也可以买现成的,有标准安装座可选。自己设计注意受力状态,轴承最好选择7000系列的,因为丝杠工作时主要受轴向力,径向受力要尽力避免。
8、考虑导向件和安装能力。推荐和滚珠丝杠配套的导向件选择滚珠直线导轨,当然直线轴和直线轴承的搭配是相对经济的选择。
9、根据以上已确定条件绘出滚珠丝杠图纸(主要是端部安装尺寸,这个要详细,要提供形位尺寸和公差)。
二、直线导轨的规格选型
经常有客户咨询直线导轨的选型步骤,今天就这个问题深圳市汉工精密科技有限公司就为大家提供下参考思路,直线导轨使用条件的确定,主要包括:规格、精度、负载等。
1、直线导轨规格的确认,比如台湾上银有HG、EG、MG等常用系列导轨,对应的都有使用场合介绍。
a、HG系列:磨床、铣床、车床、钻床、综合加工机、放电加工机、搪床、线切割机、精密量测仪器、木工机器、搬运机器、运送装置。
b、EG系列:产业自动化机器、半导体机械、雷射雕刻机、包装机器。
c、MGN/MGW系列:印表机、机器手臂、电子仪器设备、半导体设备。
2、直线导轨的精度选择,常见的有普通级,高级,精密级,对应字母分别是C,H,P。
3、直线导轨长度和滑块数量的确认。一般选直线导轨规格与滚珠丝杆的直径相等,如滚珠丝杆直径为32mm则直线导轨常选30系列直线导轨。
4、导轨的刚性、滑块预压力和使用寿命的选择确认。由于实际使用环境中粉尘和渣滓会影响到工况,建议选大一个规格,具体参阅手册有详细的介绍。
直线导轨后期的使用维护保养是很重要的环节,大部分滑块的磨损都是由于渣滓进入滑块内部导致钢珠或是防尘片的磨损,故建议客户定期清理和加油。
三、直线导轨的安装方式
1、直线导轨的安装
【标准安装】
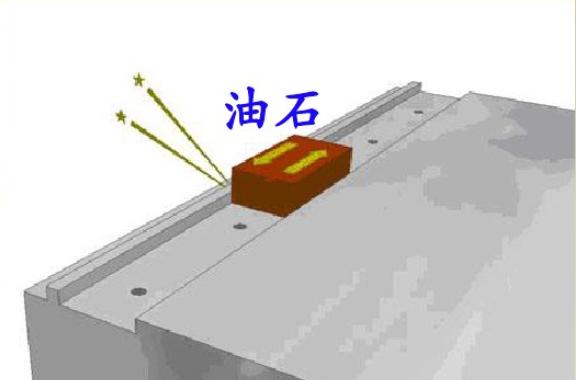
(1)在安装直线导轨之前必须清除机械安装面的毛边、污物及表面伤痕。直线滑轨在正式安装前均涂有防锈油,安装前请用清洗油类将基准面洗净后再安装,通常将防锈油清除后,基准面较容易生锈,所以建议涂抹上黏度较低的主轴用润滑油。
(2)将主轨轻轻安置在床台上,使用侧向固定螺丝或其他固定治具使线轨与侧向安装面轻轻贴合。安装使用前要确认螺丝孔是否吻合,假设底座加工孔不吻合又强行锁紧螺栓,会大大影响到组合精度与使用品质。
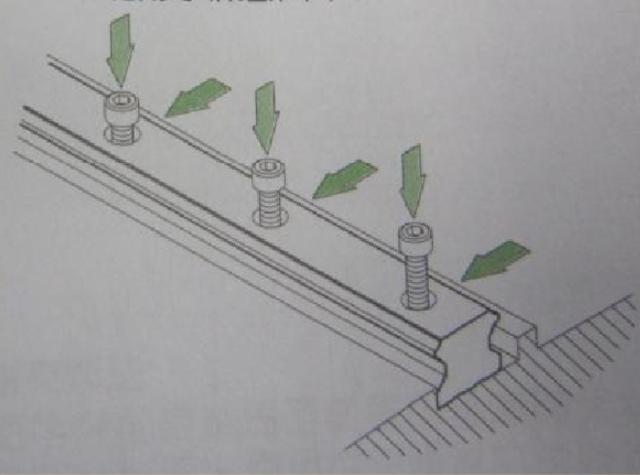
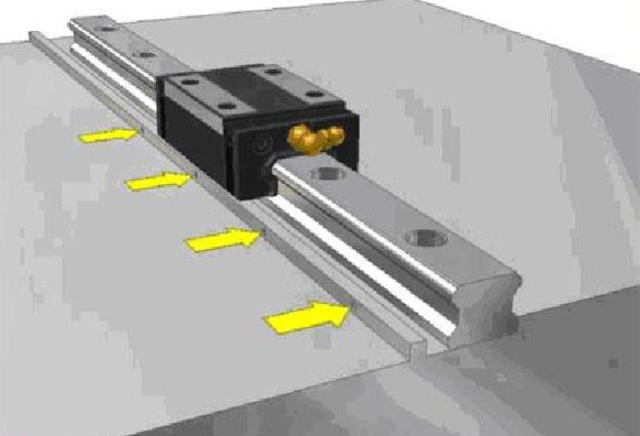
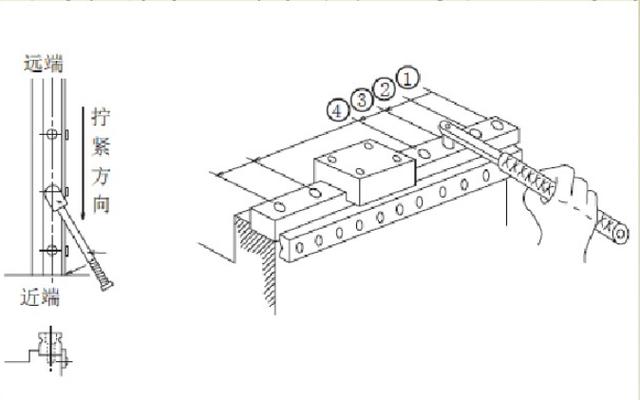
(3)由远端向近端按顺序将滑轨的定位螺丝稍微旋紧,使轨道与垂直安装面稍微贴合。垂直基准面稍微旋紧后,加强侧向基准面的锁紧力,使主轨可以确实贴合侧向基准面。
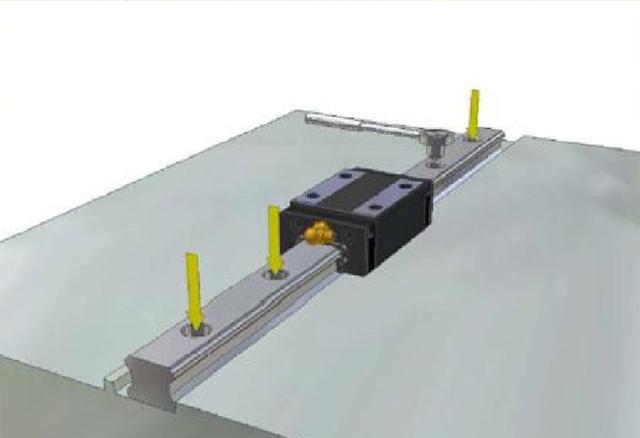
(4)使用扭力扳手,依照各种材质锁紧扭矩将滑轨之定位螺丝慢慢旋紧。安装滑轨时请按照平台材质及固定螺丝的型号选用锁紧扭矩,请使用扭力扳手将滑轨螺栓慢慢迫紧。
(5)使用相同安装方式安装副轨,注意滑座安装上线性滑轨后,后续许多附属件由于安装空间有限无法安装,必须于此阶段将所须附件一并安装。(附件可能为油嘴、油管接头、或是防尘系统等)。
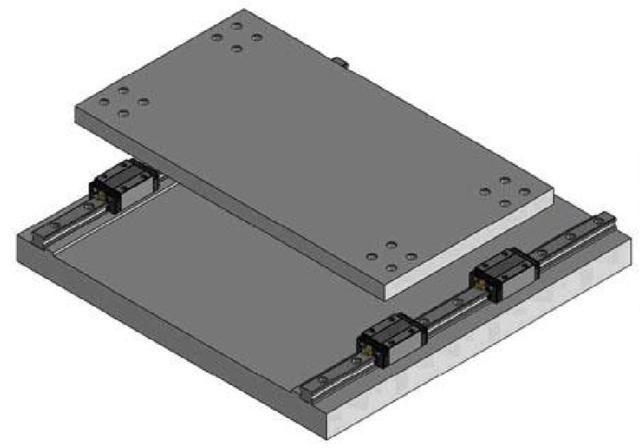
(6)轻轻安置移动平台到主轨与副轨的滑座上。
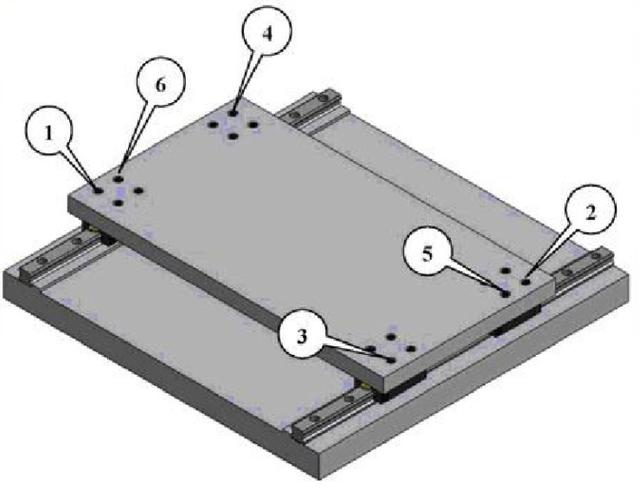
(7)先锁紧移动平台上的侧向迫紧螺丝,安装定位后将在依照下列顺序进行。
【滑轨无侧向定位装配面的安装】
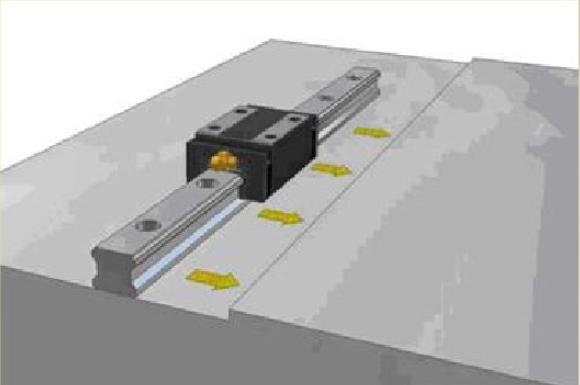
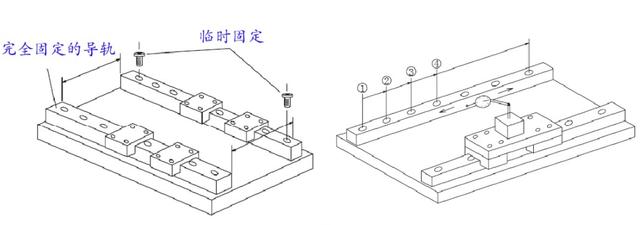
(1)首先将导轨放置到平面上,然后将导轨两个端点用螺栓轻轻固定,并在旁边放一个直尺。将直尺和导轨平行放置,沿直尺移动千分表测量A1和A2之间的距离,根据直尺微调导轨直到千分表计数达到预期。
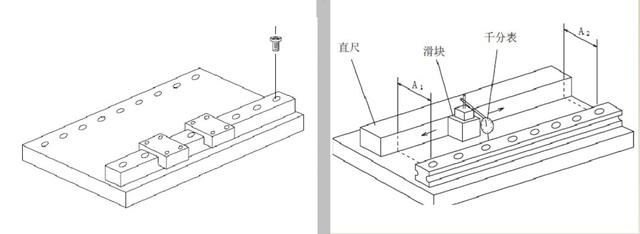
(2)由远端向近端依次锁紧螺钉,螺钉锁紧扭矩参照上例中的扭矩表数值。所有的螺栓拧紧后用千分表从导轨一段滑到另一端确保平行度。当无侧向定位装配面时,如果螺钉从导轨中部开始安装,由于安装螺栓和安装孔之间存在的摩擦,很容易造成导轨的微小S变形,建议由远端向近端依次锁紧螺钉。
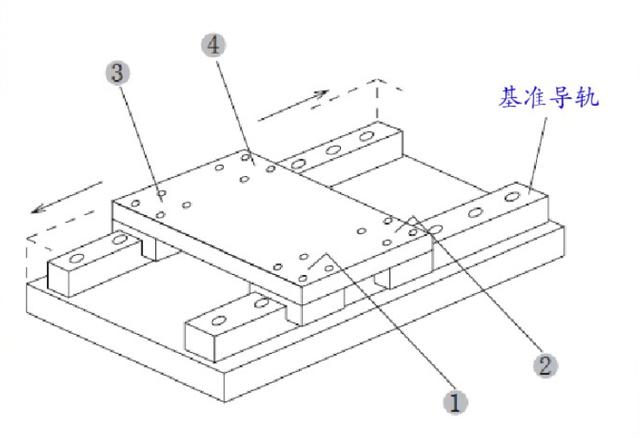
(3)刚才被完全固定的导轨此时可以当做基准轨使用了,在从动导轨的两端各暂时拧上一个螺钉。然后在基准轨的两个滑块上放置千分表,移动千分表边读数边把调整轨的螺栓从一端向另一端依次锁紧。
(4)按照图示的顺序把移动平台安装到导轨的滑块上,推动平台看是否顺畅有无卡滞现象,如果有需要对导轨滑块的螺钉进行调整直至顺畅滑行。
鸿元轴承欢迎您前来选购